
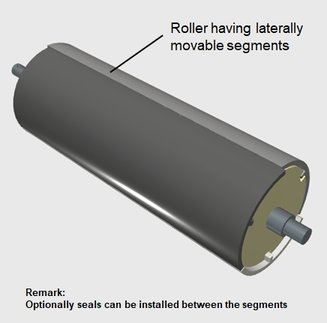
One of the key components of the Centrack system is the segmented roller. The outer roller cylinder consists out of laterally movable segments, as shown in the picture on the right. If the belt mistracks versus the roller, the segments covered by the belt sligthly move out of roller center, the belt continuously being kept exactly in track by belt guides. Each roller rotation, an eccentric segment will be set back to the roller center, called segment-reset. This happens in the free arc of the roller (where a segment is not covered by the belt) and the cycle can start over.
This means that the Centrack system basically turns around the usual situation: it lets the segments "detrack", instead of the belt.
The segments only need a very small force to be moved, meaning that the load on the belt guide will also be very low.
The belt edge is directly guided to keep the belt in track.
Alternatively, v-guides attached to the belt, or other belt features, can be guided. If interested please also find our White Paper about the segmented roller system.
Note that in conventional tracking systems it is in most cases not possible to guide the belt edge since it will be easily overloaded. In the Centrack system such overloading doesn't occur, since the segments can laterally translate so smoothly. The belt edge guide can be implemented as rolling or stationary guide and can be spring suspended depending on the application. The segmented roller can be a wide model, or very narrow. For example if using steel belts, an option would be to implement 2 very narrow rollers on one central shaft. Optionally, seals can be installed in between the segments, to avoid that contamination enters the roller.
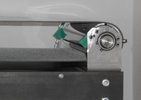
Running with PVC/Polyester belt
"Eye Catcher" built early 2021
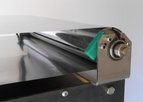
Running with stainless steel belt
"Eye Catcher" with steel belt
As may be understood from the above, the Centrack system is not a steering system. This means belt edge sensors and servo control for adjusting roller orientation are not needed. In active steering systems, the belt needs to mistrack over at least a minimal distance such that the mistracking can be detected by sensors. A steering action follows and after a certain time delay the belt will return to center. The result is that still some belt wandering will occur. Also, steering the belt requires a belt curvature change, which induces additional bending stresses in the belt plane. This is not true for the Centrack system because there is no steering action: the amount of belt mistracking is automatically, continuously and exactly compensated by the segment movement without the need to alter roller orientation. In addition, since a change of belt curvature is not needed to track the belt, extremely short belts can be kept in track.
This system doesn't require a minimum belt tension. In other tracking methods, e.g. using crowned rollers, mostly a certain minimum level of belt tension is required. Applying lower belt tension, lighter conveyor construction becomes possible which also eases the implementation of a self-adjusting return roller.
Applying lower belt tension can also be of advantage when using a knife-edge system: in a knife-edge system, mostly tracking techniques (e.g. crowning the drive roller) that require high belt tension are used. So the friction losses at the knife will be high. These friction losses can be reduced a lot by using the Centrack system.
Roller diameters start from 60 mm, belt thickness from 0.1 mm in case of a steel belt, around 0.5 mm in case of non-steel belts.


We also have written a White Paper about segmented rollers.
Questions? Please contact us for more information!






Guide2track S.àr.l. │ 20, rue Paul Wilwertz │ L-2738 Luxembourg │ info@guide2track.com │+352 691 429212
RCC Luxembourg B188855 - Business Authorization Nrs. 10048570/2, /3, /4 - VAT-ID Nr. LU 27048615 - All rights reserved
